吕梁西门子授权PLC模块总代理|2023西门子PLC选型吕梁西门子授权PLC模块总代理|2023西门子PLC选型
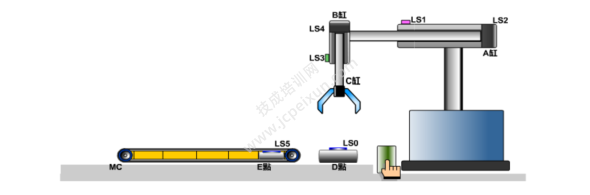
其实该控制系统是利用机械手臂搬运工件,传送带传送工件。
控制要求如下:
1、工件的补充使用人工控制,可直接将工件放在D点(LS0动作)。
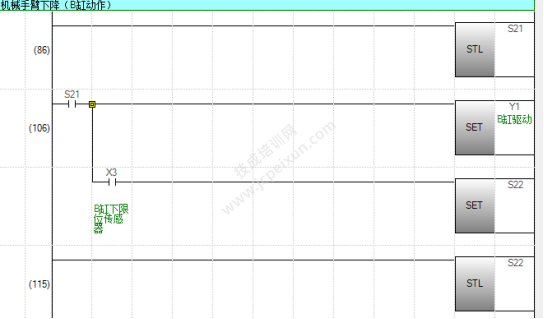
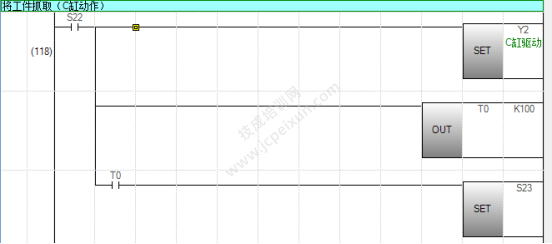
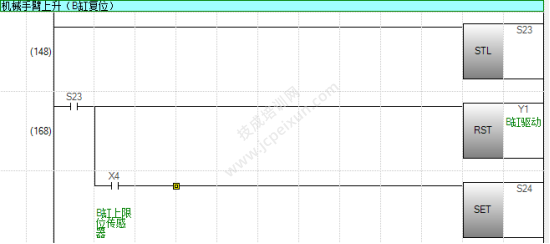
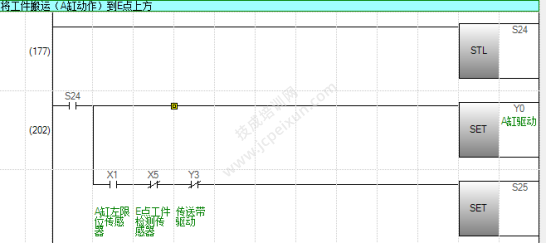
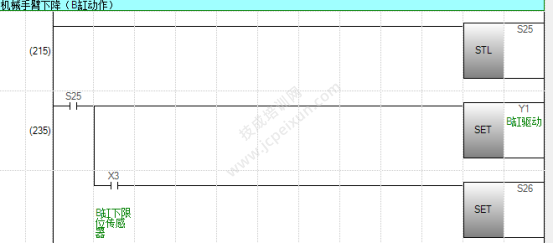
2、只要D点有工件,机械手臂即先下降(B缸动作)将工件抓取(C缸动作)后上升(B缸复位),再将工件搬运(A缸动作)到E点上方,机械手臂再次下降(B缸动作)后放开(C缸复位)工件,机械手臂上升(B缸复位),后机械手臂再回到原点(A缸复位)。
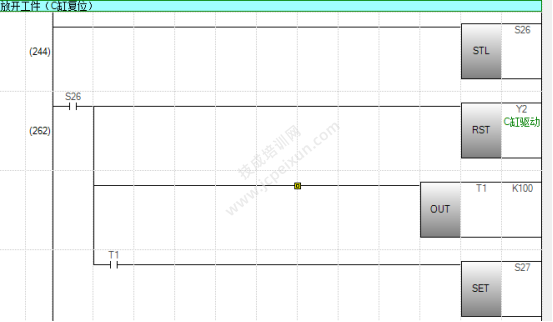
3、A,B,C缸均为单作用气缸,使用电磁控制。C缸在抓取或放开工件后,都需有1秒的间隔,机械手臂才能动作。
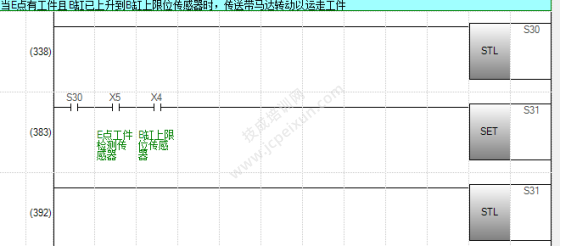
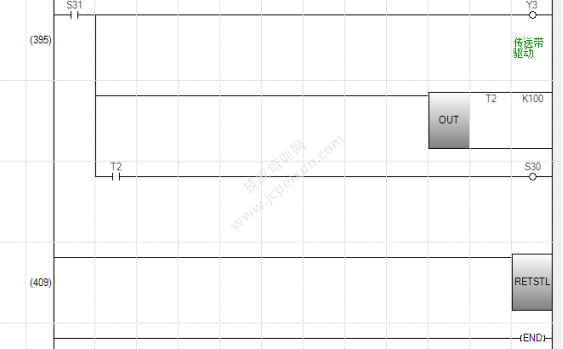
4、当E点有工件且B缸已上升到LS4时,传送带马达转动以运走工件,经2秒后传送带马达自动停止。工件若未完全运走(计时未到)时,则应等待传送带马达停止后才能将工件移走。
我们首先对机械手控制系统的控制功能进行分析。
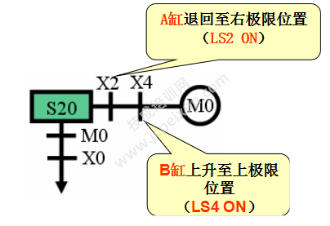
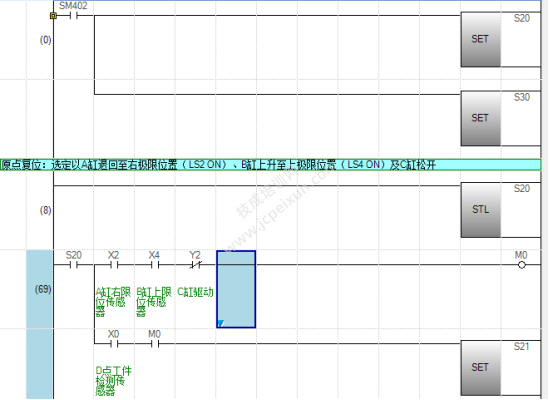
1、原点复位:选定以A缸退回至右极限位置(LS2 ON)、B缸上升至上极限位置(LS4 ON)及C缸松开为机械手臂的原点。执行一个动作之后,应做原点复位的侦测(因为A、B、C缸均为单作用气缸,所以会自动退回原点)。
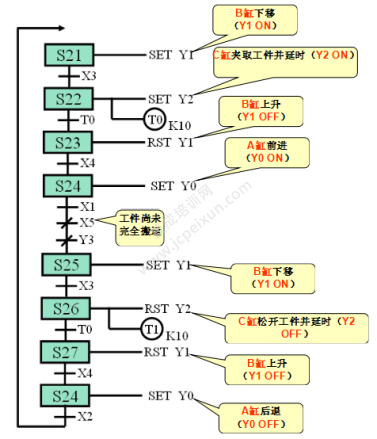
2、工件搬运流程:动作为循环式单流程结构。
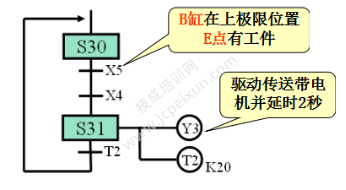
3、传送带流程:在检测到E点有工件,且B缸在上极限位置时,应驱动传送带转动。
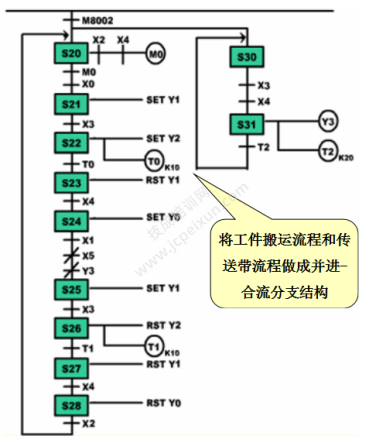
4、工件搬运和传送带两个流程可以同时进行,使用并行性分支流程来完成。
我们在对控制功能分析之后,然后对机械手控制系统进行IO分配。

接着是根据机械手控制系统的流程规律和转移条件,绘制顺序功能图。
1、原点复位流程
2、工件搬运流程
3、传送带流程
我们将以上的分流程的顺序功能图合并起来,组合成如下的顺序功能图。
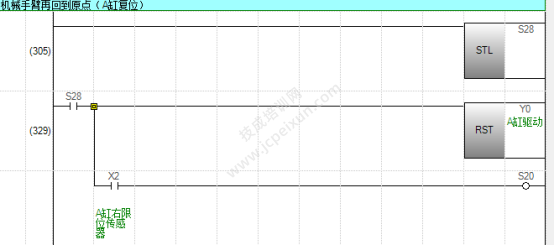
后,我们根据绘制好的顺序功能图编写出步进指令梯形图程序就可以了。
程序是以FX5U PLC为例,以GX WORKS3软件编写的。具体程序如下:

吕梁西门子授权PLC模块总代理|2023西门子PLC选型 吕梁西门子授权PLC模块总代理|2023西门子PLC选型
