低压模块5SY6301-6CC代理商






低压模块5SY6301-6CC代理商低压模块5SY6301-6CC代理商
荆门西门子PLC模块授权一级代理商,湖北西门子电线电缆授权代理商,上海西门子S7-200CPU系列代理商,西门子S7-1200CPU系列代理商,SIEMENS西门子模块授权一级代理商,西门子SIEMENS低压一级供应商,西门子低压断路器代理商,西门子S7-500系列代理商
5SY6301-6CC 5SY6302-6CC 5SY6303-6CC 5SY6304-6CC
5SY6306-6CC 5SY6 B6 3P
| 5SY6310-6CC | 5SY6 B10 3P |
5SY6316-6CC 5SY6 B16 3P 
西门子S7-200SMART系列PLC位逻辑指令、定时器、子程序的结构,了解编写一个程序的思路。
目的:
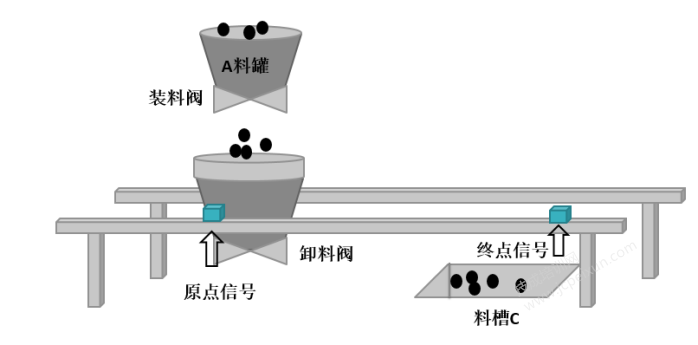
把A料罐的料自动运至料槽C里
控制要求:
1.有上电自动回原点功能 :当设备上电时,将执行回原点动作;
2.有手/自动功能:可以切换手动和自动模式控制设备;
3.自动循环模式:机器重复执行的“自动控制过程”1-4;
4.单循环模式:机器执行完一次“自动控制过程”1-4后停止。
自动控制过程:
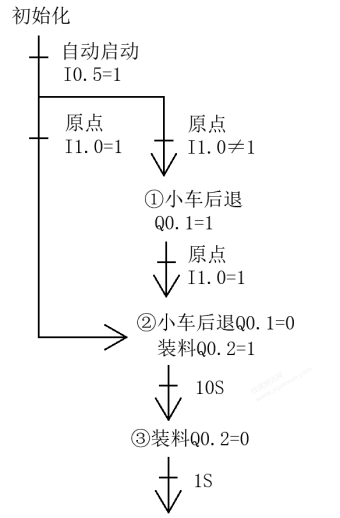
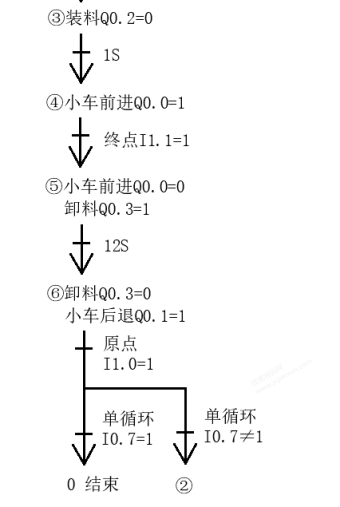
1.按下自动启动按钮,如果小车在原点,则打开装料阀装料。
2.10s后,关掉装料阀,小车前进,前进至终点后停止。
3.打开卸料阀。
4.12秒后,关闭卸料阀,小车后退,后退至原点停止。
在编写程序之前I/O表是需要先整理好的,也方便选型、后续编写程序、读程序等。
I/O表

流程图:理清思路,把动作过程找出来,之后做出流程图。看着流程图,把流程图中要用到的PLC的输入输出点都找到,标记出来。自动程序是根据流程图编写的,读者们可以对照流程图和程序。
自动控制流程图
PLC程序
主程序:MAIN
调用开机回原点,手动,自动子程序,I0.0在这里的作用是机器只能在手动或者自动模式,防止启动了两种工作模式。
子程序:开机回原点
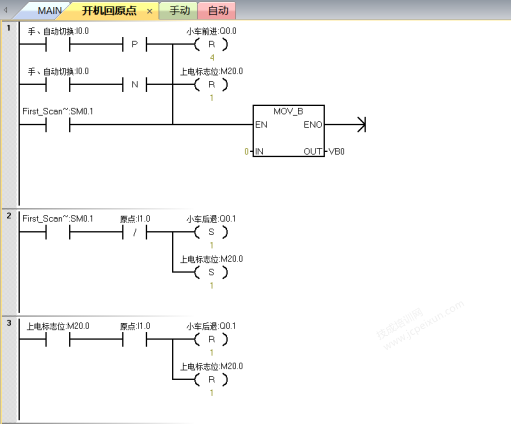
程序段1:PLC上电或者手动/自动模式切换时,复位Q0.0开始的4位和M20.0,步数赋值0,做数据初始化。
程序段2:PLC上电的时候,当小车在原点的时候就不执行小车后退,如果不在原点将执行小车后退,并把上电标志M20.0位置1。
程序段3:当上电标志位M20.0接通时,小车回到原点,然后复位小车后退。
子程序:手动
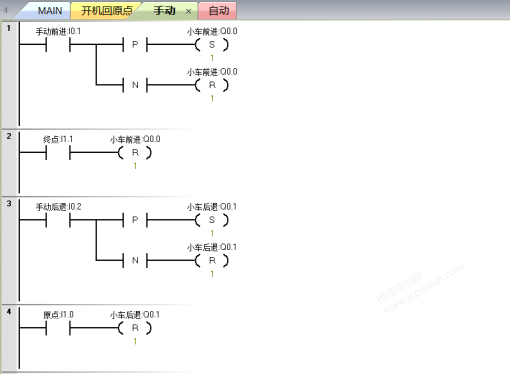
程序段1:I0.1按下小车前进,I0.1松开小车停止。
程序段2:到达终点限位I1.1小车将不能再前进,这里做了置0的保护。
程序段3:I0.2按下小车后退,I0.2松开小车停止。
程序段4:到达原点限位I1.0小车将不能再后退,这里做了置0的保护。
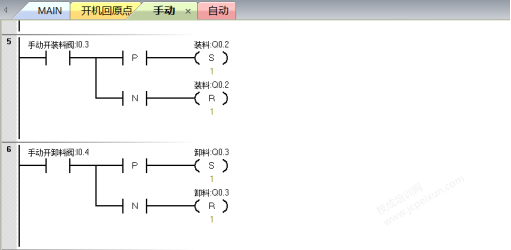
程序段5:I0.3按下装料阀打开,I0.3松开装料阀关闭。
程序段6:I0.4按下卸料阀打开,I0.4松开卸料阀关闭。


子程序:自动
程序段1:按下自动启动按钮,如果在小车在原点将执行第2步程序,小车不在原点将执行第1步程序。
程序段2:小车后退,到达原点执行第2步程序。
vb0写入的数值代表自动程序的步数
程序段3:小车停止后退,打开装料阀进行装料10秒后执行第2步程序。
程序段4:关闭装料阀等待1秒,防止关料阀还未关好小车就往料槽C方向前进了。
1秒后执行第4步程序。
程序段5:小车前进,到达终点后执行第5步程序。
程序段6:小车停止前进,打开装料阀进行装料12秒后执行第6步程序。
程序段7:关闭卸料阀,小车后退。到达原点时,如果执行的时单循环,将执行第0步程序,也就是停止,同时复位Q0.1;如果不是执行单循环,将执行第2步程序。
程序段8:按下自动停止按钮,步数清零,复位Q0.0开始的4位。
低压模块5SY6301-6CC代理商西门子PLC模块代理商西门子电缆代理商西门子交换机代理商西门子变频器代理商西门子DP电缆代理商西门子触摸屏代理商西门子CPU模块代理商西门子电源模块代理商

联系方式
- 地址:上海 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 邮编:201600
- 电话:15021292620
- 销售:颜娟
- 手机:15021292620
- 传真:021-33556143
- 微信:X15021292620
- QQ:2799536152
- Email:2799536152@qq.com