西门子触摸屏6AV2124-0GC01-0AX0






西门子触摸屏6AV2124-0GC01-0AX0西门子触摸屏6AV2124-0GC01-0AX0
 | 6AV2124-0GC01-0AX0 SIMATIC HMI TP700 Comfort, 精智面板, 触摸操作, 7" 宽屏 TFT 显示屏, 一千六百万色, PROFINET 接口, MPI/PROFIBUS-DP 接口, 12MByte 项目组态存储器, Windows CE 6.0, 可项目组态的Zui低版本 WinCC Comfort 11版 |
如图1所示为机械手“取与放”搬运系统的动作示意图,其任务是将某工件从A点搬运到B点。我们便以此例来讲解步进顺序控制编程。
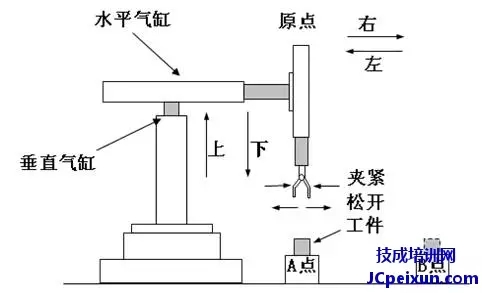
图1 机械手“取与放”搬运系统的动作示意图
应用STL指令编制顺序控制程序时,一般按以下几个步骤进行:
(1) 分析工艺控制过程;
(2) 根据控制要求,划分工步;
(3) 画出顺序控制功能图;
(4) 列出I/O地址分配表;
(5) 画出PLC电路接线图;
(6) 编制SFC程序或梯形图;

了解了编程步骤之后,下面我们便开始进行编制顺序控制程序。
1、控制要求
原点为左下方所到达的极限位置,启动前机械手处于放松状态,启动后机械手加紧工件→夹住工件上升到顶端→横向移动到右端→下降到B处位置→机械手松开,把工件放到B处→机械手上升到顶端→横向左移到左极限→下降到下限原点处,以此连续循环。若中途按下停止按钮,机械手并不立即停止,而是在本次循环所有过程都执行完后回到原点才能停止。
2、划分工步
表1 工步划分表
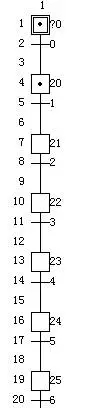
3、画出顺序功能图
其顺序功能图如图2所示,依控制要求,应有停止梯形图,如图3所示。
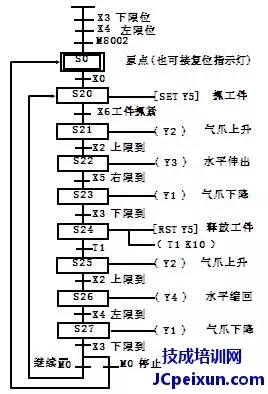
图2 顺序功能图
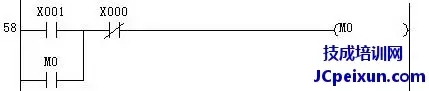
图3 停止梯形图


4、列出I/O地址分配表
表2 I/O地址分配表分
5、画出PLC电路接线图
其电路接线图如图4所示。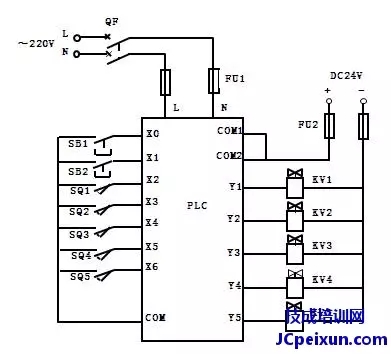
图4 电路接线图
6、编制SFC程序或梯形图
SFC程序:

西门子触摸屏6AV2124-0GC01-0AX0西门子触摸屏6AV2124-0GC01-0AX0西门子触摸屏6AV2124-0GC01-0AX0

- 6AV2124-0GC01-0AX0西门子触摸屏维修分析介绍
- 西门子 6AV2124-1QC02-0AX1触摸屏HMI KP1500 Comfort精智面板
- Siemens触摸屏 6AV2124-0GC01-0AX0
- 西门子通讯电缆-6AV2124-0QC02-0AX0 上海一级代理商
- 6AV2124-2DC01-0AX0西门子触摸屏维修不限品牌故障
- 维修西门子变频器6AV2124-1DC01-0AX0过电压代码F0002分析
- 上海西门子变频器6AV2124-1DC01-0AX0维修报警F0003代码详解
- 西门子通讯电缆-6AV2124-2DC01-OAXO 通讯电缆一级代理 全国发货
- 西门子通讯电缆-6AV2124-OGC01-OAXO 上海一级代理商
- 西门子通讯电缆-6AV2124-1MC01-0AX0 西门子工业总线电缆
联系方式
- 地址:上海 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 邮编:201600
- 电话:15021292620
- 销售:颜娟
- 手机:15021292620
- 传真:021-33556143
- 微信:X15021292620
- QQ:2799536152
- Email:2799536152@qq.com