荆门西门子电缆电线一级代理商
荆门西门子电缆电线一级代理商荆门西门子电缆电线一级代理商荆门西门子电缆电线一级代理商
浔之漫西门子S7-200PLC,西门子S7-400PLC,西门子S7-300PLC,LOGO!逻辑模块,西门子
ET200I/O模块,西门子S7-1200PLC,西门子电机,西门子低压电机,伺服电机,主轴电机,直线电机,扭矩电机,直流电机,
西门子工业以太网,西门子光钎电缆,工业交换机,通讯网卡,西门子网络通讯设备,网络模块,西门子总线电缆,紫色双芯电缆绿色4芯电缆,
蓝色双芯电缆,西门子总线接头
电烙铁的基本认识
电烙铁是我们电气装配中CN线制作,导线延长线等线的焊接,电子元件焊接的必备工具。尤其是在电器维修中也是*常用的工具。
1.电烙铁的结构认识
如下图1-1所示,

图1-1
2.电烙铁的分类
分类:外热式电烙铁、 内热式电烙铁、恒温电烙铁
(1)外热式电烙铁:由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。此种电烙铁。外热式电烙铁加热效率低,速度较缓慢。一般要预热3-5分钟才能焊接。其体积较大,焊小型器件时显得不方便。但它有烙铁头使用的时间较长,功率较大。常用的有 25W、45W、75W、100W 等,功率越大烙铁头的温度也就越高。如图1-2所示
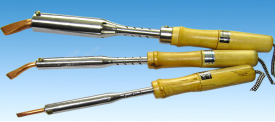
图1-2外热式电烙铁
(2)内热式电烙铁:由于烙铁芯安装在烙铁头里面,故称为内热式电烙铁。内热式电烙铁发热快,发热效率较高,且其体积较小,价格便宜。由于它的热效率高,20W 内热式电烙铁就相当于40W左右的外热式电烙铁。市场上常见的普通内热和无铅长寿命内热电烙铁,功率有20W,25W,35W,50W等,其中35W、50W是*常用的。如图1-3所示,

图-1-3内热式电烙铁
二、电烙铁的使用操作
2.1焊前处理:
焊接前,应对元器件引脚或电路板的焊接部位进行焊接处理,一般有“刮”、“镀”、“测”三个步骤。
1.“刮”就是在焊接前做好焊接部位的清洁工作。一般采用的工具是小刀和细砂纸,对集成电路的引脚、印制电路板进行清理,去但应保持引脚清洁。对于自制的印制电路板,应首先用细砂纸将铜箔表面擦亮,并清理印制电路板上的污垢,再涂上松香酒精溶液、助焊剂或“HP-1”,方可使用。对于镀金银的合金引出线,不能把镀层刮掉,可用橡皮擦去表面赃物。
2.“镀”就是在刮净的元器件部位上镀锡。具体做法是蘸松香酒精溶液涂在刮净的元器件焊接部位上,再将带锡的热烙铁头压在其上,并转动元器件,使其均匀地镀上一层很薄的锡层。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。
3.“测”就是在“镀”之后,利用万用表检测所有镀锡的元器件是否质量可靠,若有质量不可靠或已损坏的元器件,应用同规格元器件替换。
2.2操作五步骤
1.准备焊接:检查电烙铁状况,确认无误后,确定焊接位置,检查焊接元件类型
2.插电预热焊接位置:将电烙铁上电将烙铁头对准被焊位置,预热1-2秒(预热时间根据所使用烙铁温度和被焊接元件的温度
3.加锡丝:焊接位置经过预热后,左手握住锡丝送到焊点位置
4.断开锡丝:当锡丝融化达到焊点要求后,移开锡丝
5.烙铁头离开焊点:完成焊点后,移开烙铁头,将烙铁安全放置在烙铁架上。
总结:在焊接普通插接元件的时候一般分为4秒:1.将烙铁放在焊盘上(第1秒)。2.送锡丝(第2秒)。3.移开锡丝(第3秒)。4.移开烙铁(第4秒)。整个流程心里默念1、2、3、4,移开烙铁头完成焊接。
2.3 烙铁的拿法
1.握笔式:适合中小型烙铁,如下图2-1

图2-1
2.正握式:拿着轻松,适合大型烙铁,如下图2-2所示

图2-2
3.反握式:用于拆卸元件,如下图2-4所示,

图2-4
2.4锡丝的拿法
锡丝属于易融质软,不宜拿太长容易晃动造成焊接不稳,也不宜太短容易烫伤,正常是手握锡丝伸出5-7CM左右
1.断续点动焊接:适合较小电子元件焊接,如下图2-5所示,

图2-5
2.连续焊接:适合较大元器件或者导线焊接,如下图2-6所示,
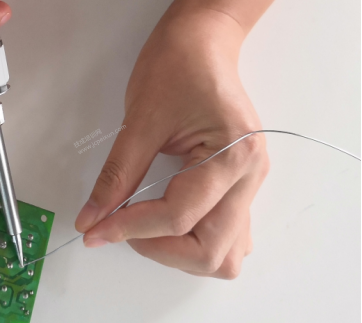
图2-6
三、电烙铁的焊接技术要求
3.1焊点的要求
1.可靠的连接
2.足够的机械强度
3.光洁整齐的外观
3.2典型焊点检测
1.外形以焊接导线为中心,均匀,对称
2.表面光泽平滑
3.焊接处无裂纹,夹渣和蜂窝状孔
4.焊接避免引起“桥接”,引起短路
5.避免损伤导线或元器件绝缘部分
四、电烙铁使用的注意事项
4.1注意事项
1.使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。
2.焊接时,应保证每个焊点焊接牢固、接触良好。锡点应光亮、圆滑无毛刺,锡量适中。锡和被焊物熔合牢固,不应有虚焊和假焊。虚焊是指焊点处只有少量锡焊住,造成接触不良,时通时断。假焊是指表面上好像焊住了,但实际上并没有焊上,有时用手一拔,引线就可以从焊点中拔出。
3.电烙铁使用中,不能用力敲击。要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防烫伤他人。
4.当焊接时温度过高,烙铁头上焊锡较多,就需要把烙铁头用湿海绵清理干净,再进行焊接,防止焊接困难。
5.焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。
6.使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。
4.2焊接不良原因分析
造成焊接不良的原因大致分为:
1.焊锡使用过多,形成堆积过大,或使用过少,不足以形成牢固
2.冷焊:焊接时烙铁温度过低,焊锡未完全融化,焊锡表面不光滑,或有细小裂纹
3.焊接点连在一起,是因为用锡过多,这样的焊点会造成元器件短路,在对较小零件或者较小电路板的时候特别注意
4.焊点表面容易形成尖刺,原因是温度过低,或焊剂较少,或者烙铁头离开焊点时角度不对造成。
4.3烙铁头的使用和保养
烙铁头在使用时为了防止更多的氧化,那么就需要保养:
1.把使用完的烙铁头在湿海绵上擦干净
2.把烙铁调到250°左右
3.把烙铁头表面均匀加锡,以不滴下为准
4.把温度调至*低或关闭烙铁,放回烙铁架
- 西门子CPU224CN中央处理器模块 2023-11-04
- 德国触摸屏供应6AV2124-0QC02-0AX1 2023-11-04
- 6AV2124-0QC02-0AX1一级代理商 2023-11-04
- 西门子授权CPU供应416-3模块 2023-11-04
- 宜昌西门子触摸屏一级代理商 2023-11-04
- 西门子CPU模块224CNDC/DC/DC 2023-11-04
- 6AV2124-0MC01-0AX0一级代理商 2023-11-04
- 西门子CPU一级代理224CN模块 2023-11-04
- 怀化西门子S7-1200代理商 2023-11-04
- 西门子CPU416-3中央控制器 2023-11-04
- 荆州西门子变频器一级代理商 2023-11-04
- 西门子CPU416-3中央控制单元 2023-11-04
- 永州西门子S7-1200代理商 2023-11-04
- 郴州西门子S7-1200代理商 2023-11-04
- 西门子CPU416-3模块 2023-11-04
联系方式
- 地址:上海 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 邮编:201600
- 电话:15021292620
- 销售:颜娟
- 手机:15021292620
- 传真:021-33556143
- 微信:X15021292620
- QQ:2799536152
- Email:2799536152@qq.com