西门子S7-200模块代理中央控制单元西门子S7-200模块代理中央控制单元西门子S7-200模块代理中央控制单元
西门子授权一级代理商,西门子总代理商,西门子触摸屏代理商,西门子触摸屏授权代理商,西门子触摸屏一级代理商,西门子触摸屏总代理商,西门子变频器代理商,西门子变频器一级代理商,西门子变频器总代理商,西门子变频器授权代理商,西门子PLC代理商,西门子PLC总代理商,西门子PLC一级代理商,西门子PLC授权代理商,西门子PLC代理商,西门子PLC分销商,西门子CPU
代理商,西门子CPU一级代理商,西门子CPU总代理商,
| 6ES7516-3AN02-0AB0 | CPU 1516-3 PN/DP,1 MB 程序,5 MB 数据;10 ns ;集成 X1: 2x PN接口 ,X2: 1x PN接口,X3:1x DP 接口 |
| 6ES7515-2AM02-0AB0 | CPU 1515-2 PN,500 KB 程序,3 MB 数据;30 ns;集成 X1: 2x PN接口 ,X2: 1x PN接口 |
| 6ES7513-1AL02-0AB0 | CPU 1513-1 PN,300 KB 程序,1.5 MB 数据;40 ns;集成 2x PN 接口 |
| 6ES7511-1AK02-0AB0 | CPU 1511-1 PN,150 KB 程序,1 MB 数据;60 ns;集成 2x PN 接口 |
气压式冲孔加工机控制系统。该控制系统的工作流程包括有工件的补充、气压冲孔、测孔及搬运,该系 统是典型的可以采用并行性分支与汇合流程实现的一个控制系统。
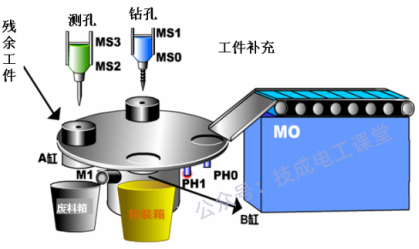
我们看一下工艺图,右边的是传送带,由M0电机驱动,用来传送工件,在传送带的右边由人工补充工件。左边的这个圆盘是一个转盘,由M1电机驱动。转盘上有四个工件固定位置。
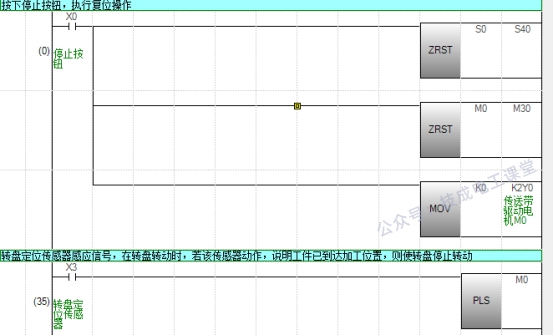
转盘下方的PH0是一个工件检测传感器,可检测是否有工件需要加工,如果有工件放在该位置,工件检测传感器的开关触点动作。PH1是一个转盘定位传感器,在转盘转动时,如果该传感器动作,说明工件已到达加工位置,则使转盘停止转动。
废料箱上方有一个隔离挡板,当不合格工件到达该位置时,该挡板就会被抽离,工件则落入废料箱。该挡板由一个单作用气缸(即A缸)驱动。包装箱上方有一个隔离挡板,当合格的工件到达该位置时,该挡板就会被抽离,工件则落入包装箱。该挡板由一个单作用气缸(即B缸)驱动。
蓝色的是气压冲孔机,可对工件进行孔的加工。上面设有两个限位开关,下限位开关MS0和上限位开关MS1。绿色的是测孔机,可检测工件上孔的深度。如果工件的孔深超出设定的标准,则该工件即为不合格品。上面设有两个限位开关,下限位开关MS2和上限位开关MS3。
系统控制要求:
1、工件的补充、冲孔、测孔及搬运可同时进行。工件的补充由传送带送入。
2、工件的搬运分合格品及不合格品两种,由测孔部分判断。若测孔机在设定时间内能测孔到底(MS2 ON),则为合格品,否则即为不合格品。
3、不合格品在测孔完毕后,由A缸抽离隔离板,让不合格的工件自动掉入废料箱;若为合格品,则在工件到达搬运点后,由B缸抽离隔离板,让合格的工件自动掉入包装箱。
1、对冲孔加工机控制系统的控制功能进行分析
因为该系统的控制过程较为复杂,为方便编程,可按功能将整个系统分为若干子系统,分别绘制各子系统的顺序功能图,然后进行合并。因此我们可设计5个流程:复位流程,清除残余工件;
工件补充流程,根据有无工件控制传送带的启停;冲孔流程,根据冲孔位置有无工件控制冲孔机是否实施冲孔加工;测孔流程,检测孔加工是否合格,由此判断工件的处理方式;搬运流程,将合格工件送入包装箱。
2、确定具体的控制方案。
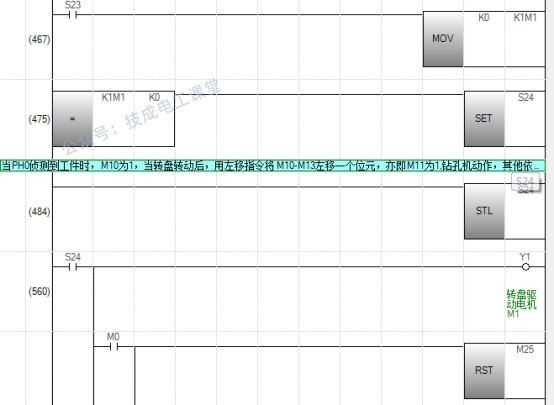
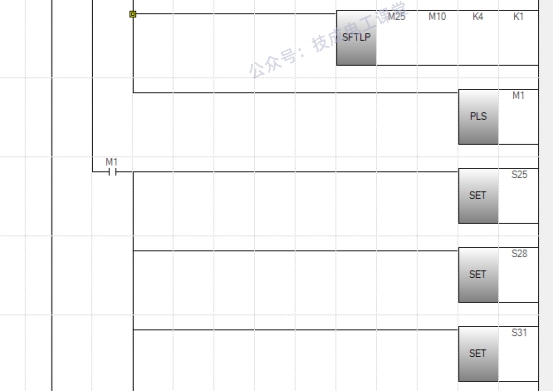
因为只有一个放在工件补充位置的PH0来侦测工件的有无,而另外的钻孔、测孔及搬运位置并没有其他传感装置,那么应如何得知相应位置有无工件呢?本案例所使用的方式是为工件补充、钻孔、测孔及搬运设置4个标志,即M10-M13。当PH0侦测到传送带送来的工件时,则设定M10为1,当转盘转动后,用左移指令将M10-M13左移一个位元,亦即M11为1,钻孔机因此标志为1而动作。
其他依此类推,测孔机依标志M12动作、包装搬运依M13动作。
3、对冲孔加工机控制系统进行IO分配。

4、根据冲孔加工机控制系统的流程规律和转移条件,绘制顺序功能图
原点复位流程:
在系统启动时,应先排除(放入废料箱)先前留下的工件,即执行复位操作。方法是在工件传送到测孔位置后,转盘电机停止,然后A缸抽离隔离板,使工件落入废料箱。因为多会残留四个工件,所以上述动作需循环四次。
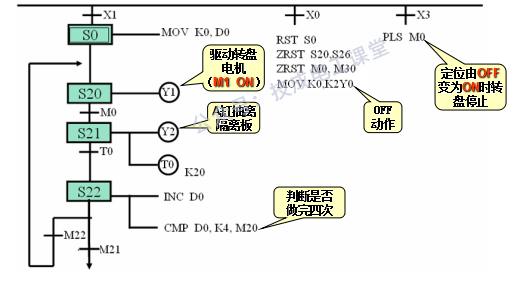
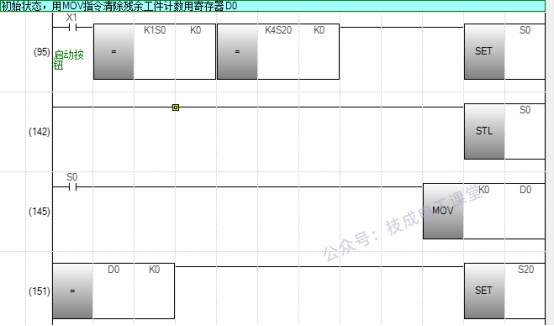
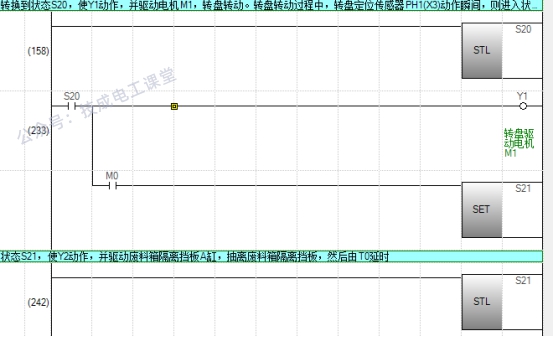
原点复位流程由四个状态组成。当启动按钮START(X1)按动瞬间,进入状态S0,用MOV指令清除残余工件计数用寄存器D0。然后自动转换到S20状态,使Y1动作,并驱动电机M1,转盘转动。
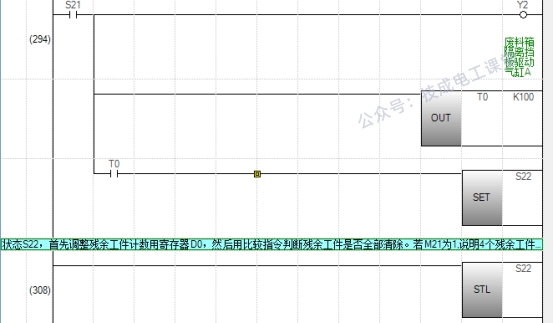
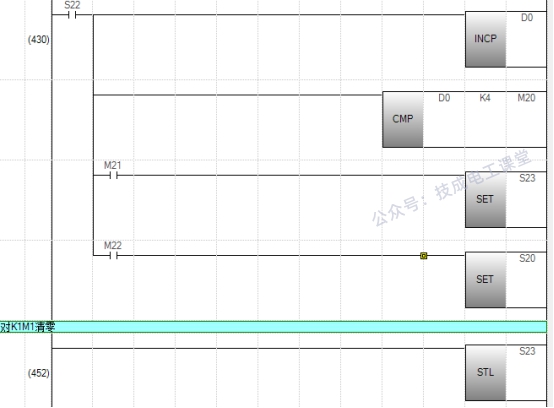
转盘转动过程中,定位传感器PH1(X3)动作瞬间,辅助继电器M0有效,则进入状态S21,使Y2动作,并驱动A缸,抽离废料箱隔离挡板,然后由T0延时2秒。2秒结束,T0的常开触点动作,则进入状态S22,首先调整残余工件计数用寄存器D0,然后用比较指令判断残余工件是否全部清除。
若M21为1,说明4个残余工件已全部清除,则结束复位流程。若M22为1,说明残余工件还未完全清除,则转移到S20重复前面的动作。
在任何时候,若按下停止按钮STOP(X0),则由复位指令RST复位状态S0,由区间指令ZRST复位状态S20-S26、M0-M30,由MOV指令对Y0-Y2复位。
工件补充流程:
传送带转动后,在两种情况下才能结束,一是工件检测传感器PH0(X2)已检测到工件,二是设定时间到后PH0(X2)仍未检测到工件。
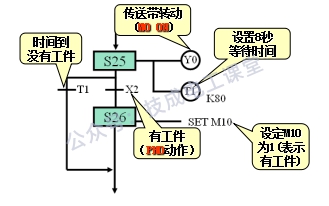
工件补充流程由两个状态组成。初始复位流程结束后即进入状态S25,使Y0动作并驱动传送带电机M0,然后由T1设置8秒的等待时间。在等待时间内若工件检测传感器PH0(X2)动作,则进入状态S26,设置工件标志M10,然后进入下**程;在等待时间结束后,若工件检测传感器还未检测到工件,则直接进入下**程。
气压冲孔流程:
冲孔流程是根据冲孔位置有无工件控制冲孔机是否实施冲孔加工。
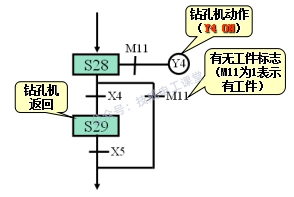
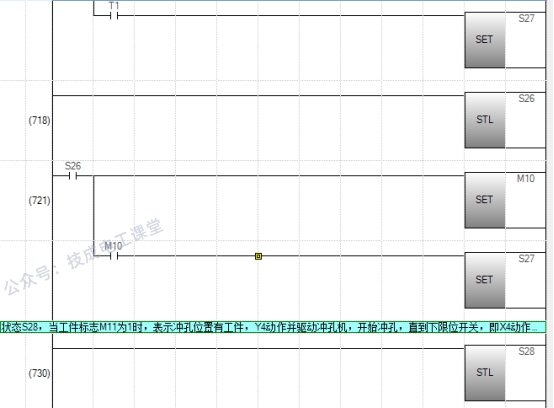
气压冲孔流程由2个状态组成。定位结束直接进入状态S28。当工件标志M11为1时,表示冲孔位置有工件,Y4动作并驱动冲孔机,开始冲孔,直到下限位开关MS0也就是X4动作。
然后进入状态S29,结束冲孔,冲孔机机退回,直到MS1也就是X5动作,结束气压冲孔流程,进入下一工序。在进入S28后,若工件标志M11为0,说明无工件可加工,则直接退出冲孔流程。
测孔流程:
测孔流程,检测孔加工是否合格,由此判断工件的处理方式。
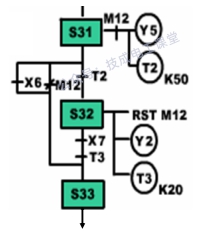
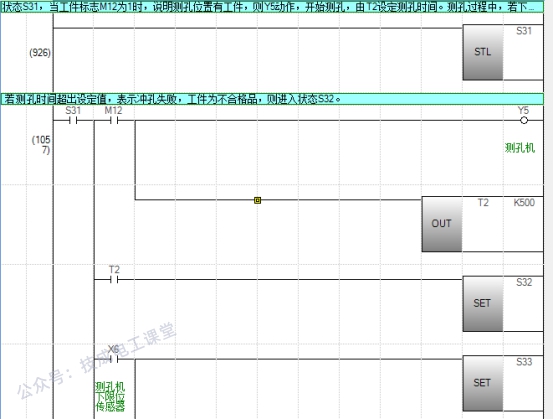
测孔流程由3个状态组成。定位后直接进入状态S31。当工件标志M12为1时,说明测孔位置有工件,则Y5动作,开始测孔,由T2设定5秒测孔时间。测孔过程中,若下限位开关MS2也就是X6动作,表示工件为合格品,进入状态S33,结束测孔流程。
若工件标志M12为0,说明测孔位置无工件,则直接进入状态S33,结束测孔流程。
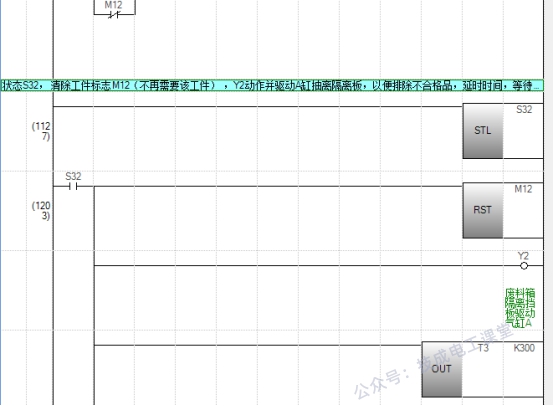
若测孔时间超出设定值,表示冲孔失败,工件为不合格品,则进入状态S32。
①由复位指令RST清除工件标志M12(不再需要该工件)
②Y2动作并驱动A缸抽离隔离板,以便排除不合格品。
③由T3延时2秒时间,等待工件彻底落下。
工件搬运流程:
搬运流程,将合格工件送入包装箱。
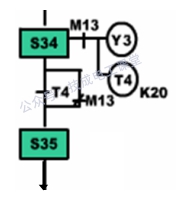
工件搬运流程由2个状态组成。定位后直接进入状态S34。若工件标志M13为1,说明搬运位置有工件,则Y3动作并驱动B缸,抽离隔离板,工件调入包装箱,由T4延时2秒,然后进入状态S35,结束搬运流程。若工件标志M13为0,则直接进入状态S35,结束搬运流程。
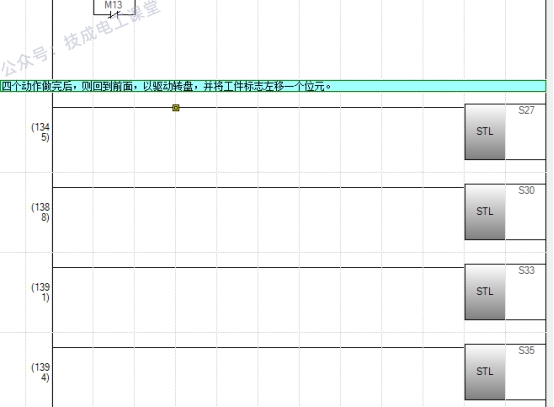
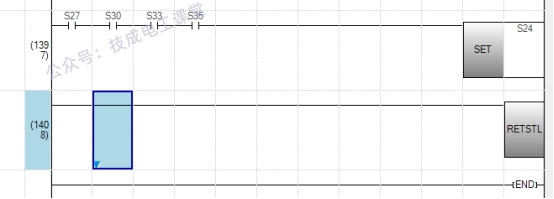
上述四个动作做完后,则回到前面,以驱动转盘,并将工件标志左移一个位元。为了使四项工作能同时进行,且需互相等待,应使用并行性分支与汇合的方式来设计。将5个分流程汇集在一起完成顺序功能图的设计。
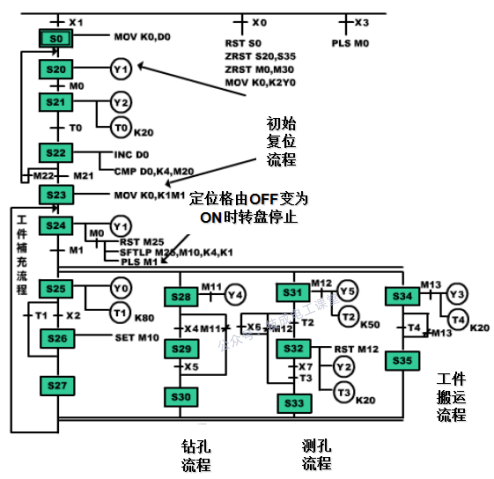
5、根据顺序功能图,编写步进指令梯形图程序



西门子S7-200模块代理中央控制单元,西门子S7-200模块代理,中央控制单元,PLC模块,交换机供应西门子S7-200模块代理,中央控制单元,PLC模块,交换机供应西门子S7-200模块代理,中央控制单元,PLC模块,交换机供应西门子S7-200模块代理,中央控制单元,PLC模块,交换机供应
西门子PLC6ES7515-2AN03-0AB0西门子PLC6ES7516-3AP03-0AB0西门子PLC6ES7510-1DK03-0AB0
西门子PLC6ES7512-1DM03-0AB0西门子PLC6ES7510-1SK03-0AB0西门子PLC6ES7512-1SM03-0AB0
西门子PLC6ES7511-1FL03-0AB0西门子PLC6ES7513-1FM03-0AB0西门子PLC6ES7515-5FN03-0AB0
西门子PLC6ES7516-3FP03-0AB0西门子PLC6ES7511-1TL03-0AB0西门子PLC6ES7515-2TN03-0AB0西门子PLC6ES7511-1UL03-0AB0
西门子PLC6ES7515-2UN03-0AB0西门子PLC模块6ES7511-1AL03-0AB0
西门子PLC模块6ES7513-1AM03-0AB0
西门子PLC模块6ES7515-2AN03-0AB0西门子PLC模块6ES7516-3AP03-0AB0
西门子PLC模块6ES7510-1DK03-0AB0西门子PLC模块6ES7512-1DM03-0AB0西门子PLC模块6ES7510-1SK03-0AB0
西门子PLC模块6ES7512-1SM03-0AB0西门子PLC模块6ES7511-1FL03-0AB0
