崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商
| SIEMENS | 电缆 | 6XV1840-2AH10 |
| SIEMENS | 底座 | 6ES7193-6BP00-0BA0 |
| SIEMENS | 底座 | 6ES7193-6BP00-0DA0 |
| SIEMENS | 模块 | 6ES7141-3BH00-0XA0 |
| SIEMENS | 模块 | 6ES7212-1AE40-0XB0 |
| 合信 | 模块 | CTS7114-1BD20-0620 |
| SIEMENS | DP电缆 | 6XV1830-0EH10 |
| SIEMENS | 内存卡 | 6ES7954-8LE03-0AA0 |
| SIEMENS | 模块 | 6ES7521-1BH10-0AA0 |
| SIEMENS | 模块 | 6ES7135-6HD00-0BA1 |
| SIEMENS | 模块 | 6ES7195-7HD10-0XA0 |
| SIEMENS | 模块 | 6ES7288-3AM06-0AA0 |
| SIEMENS | 模块 | 6ES7241-1CH32-0XB0 |
| SIEMENS | 触摸屏 | 6AV2124-0MC01-0AX0 |
| SIEMENS | 模块 | 6ES7215-1AG40-0XB0 |
| SIEMENS | 模块 | 6ES7223-1BL32-0XB0 |
| Siemens | 电池板 | 6ES7288-5BA01-0AA0 |
| Siemens | 交换机 | 6GK5004-1BD00-1AB2 |
| SIEMENS | 电源 | 6ES7288-0CD10-0AA0 |
| Siemens | 模块 | 6ES7223-1BH32-0XB0 |
| Siemens | 模块 | 6GK7443-5DX05-0XE0 |
| Siemens | 触摸屏 | 6AV6640-0DA11-0AX0 |
| Siemens | 模块 | 6ES7288-3AR02-0AA0 |
| Siemens | 模块 | 6ES7132-6BH01-0BA0 |
| SIEMENS | 模块 | 6ES7231-5PD32-0XB0 |
 【案例】半成品的入库和出库传送控制
【案例】半成品的入库和出库传送控制
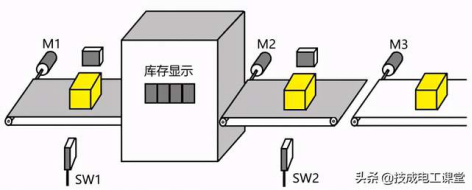
某工厂的半成品库是用来存放半成品的,在生产中由入库传送带电动机M1启动,将产品传送到半成品库中,并通过对射式光电传感器SW1检擦半成品是否通过,出库时启动出库传送带电动机M2,将半成品运送到车间去生产。
出库前必须先启动车间生产线的传送带电动机M3,半成品的出库通过光电传感器SW2进行检测,此外,还要求在半成品库中显示库存的数量。
第一步:对控制进行分析 【案例源程序下载方式,请看文末】
半成品的传送控制我们设计一个系统启动按钮和急停按钮,传送控制一般会设计手自动模式,我们可以分别设置手动选择和自动选择开关进行切换,对于手动模式时,分别由各自的启动按钮和停止按钮进行控制,此外对半成品库数量的统计用到了计数器,我们再设计一个清零按钮。
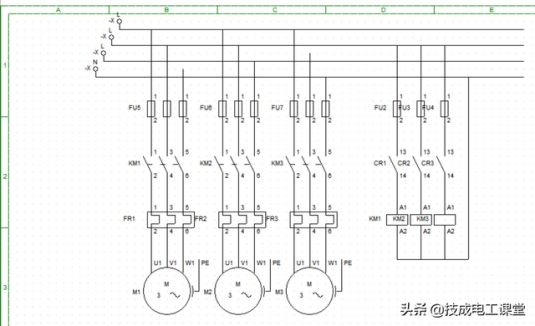
传送带电机M1、M2、M3分别用中间继电器进行控制,CR1的动合触点控制接触器KM1的线圈通电断电;
同理,CR2控制接触器KM2,CR3控制接触器KM3,在选用接触器的使用选用是线圈电压为AC220V的接触器,所以控制回路选用的是AC220电源,电动机的控制的电气原理图如下所示。
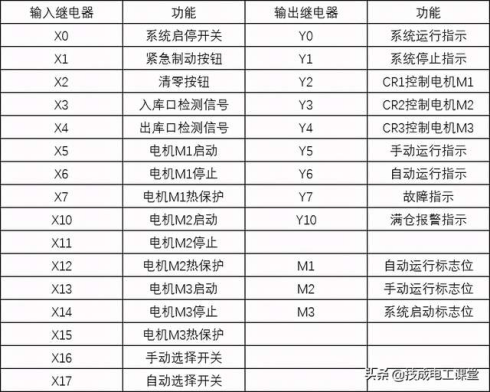
第二步:IO分配与PLC接线
第三步:控制程序设计 【案例源程序下载方式,请看文末】
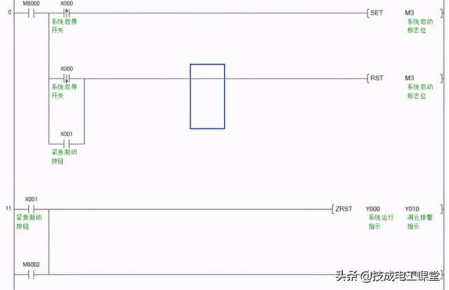
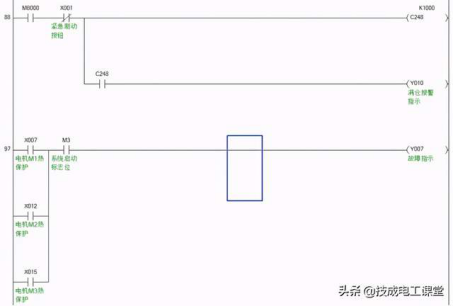
1、首先做上电复位及紧急制动时复位输出和计数器程序,合上系统启停开关,驱动系统启动标志位M3,断开系统启停开关,则复位标志位M3,按下紧急制动按钮时,也复位标志位M3。
2、使用系统启动标志位M3的常开触点控制系统运行指示灯,取反后输出系统停止指示灯。因控制要求有自动和手动运行模式,当自动选择开关为ON时,自动运行标志位和自动运行指示灯为ON,当手动选择开关为ON时,手动运行标志和手动运行指示灯为ON。手自动运行标志设置互锁,防止处于自动模式时执行手动模式。
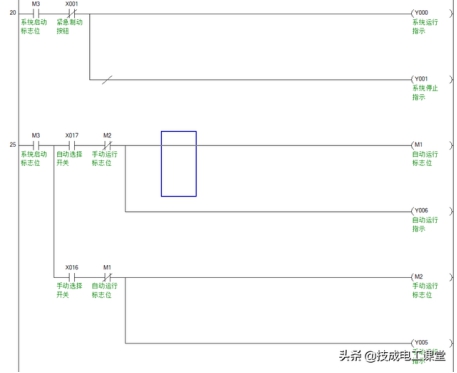
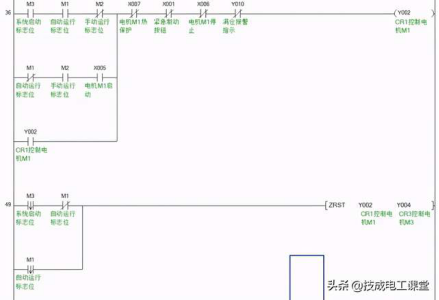
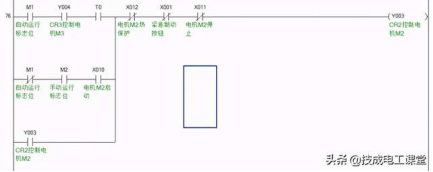
3、设计手动和自动模式的控制,系统启动M3为ON后,并处于自动运行模式时M1常开触点接通,控制电机M1、M2、M3动作,控制要求入库传送带电动机M1启动,出库时启动出库传送带电动机M2,要求出库前必须先启动车间生产线的传送带电动机M3,也就是按M3→M2的顺序启动的,我们设计是M1、M3先启动,M3延时之后再启动M2,这样设计的好处是可以防止货物在两个传送带之间发送碰撞。
对于自动运行模式时,当系统启动标志产生下降沿或自动运行标志产生下降沿时,停止三个电机的输出。
当处于手动运行模式时,M2常开触点接通,可以手动通过按各个电机的启动和停止按钮进行分别启停,当热保护信号动作或紧急制动时电机都会停止。
当入库后计数值到达设定值时,触发满仓报警信号,这时使入库传送带电机停止。
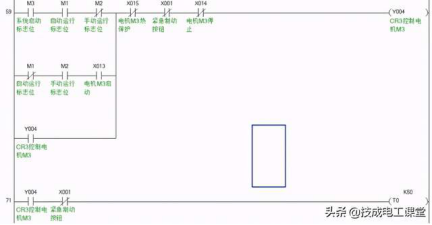
4、写入库计数程序,计数器采用高速计数器C248,C248对应的PLC端子是X3、X4、X5,X3是加计数脉冲输入,我们将X3连接入库口的光电传感器SW1,当SW1检测到产品时,计数器进行加计数,当前值加1,X4是减计数脉冲输入,我们将X4连接出库口的光电传感器SW2,当SW2检测到产品时,计数器进行减计数,当前值减1。
当仓库内的产品达到设定值1000时,C248常开触点接通,输出满仓报警信号。当有任何一个电机出现热保护信号故障时,进行故障指示。
崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商崇左西门子S7-1200代理商
- 西门子PLC模块供应CPU416-3PN/DP 2023-11-04
- 西门子S7-1500中央控制单元CPU416-3PN/DP 2023-11-04
- 梅州西门子电机一级代理商 2023-11-04
- 西门子PLC供应晶体管模块CPU224CN 2023-11-04
- 来宾西门子S7-1200代理商 2023-11-04
- 西门子S7-400模块中央控制器 2023-11-04
- 惠州西门子DP电缆一级代理商 2023-11-04
- 西门子S7-400模块控制器CPU 2023-11-04
- 河池西门子S7-1200代理商 2023-11-04
- 贺州西门子S7-1200代理商 2023-11-04