西门子PLC模块控制器CPU416-3PN/DP西门子PLC模块控制器CPU416-3PN/DP
(1) 有3台电动机组成的3条皮带轮构成一条货物生产输送线,为了不造成货物的堆积,在按下启动按钮后,先有*后一台电动机运行,运行3秒钟后,自动启动第二台电动机运行,在运行3秒钟后再启动第一台电动机;
(2) 当按下停止按钮时,*先停止第一台电动机;第一台停止3秒钟后停止第二台,第二台停止后3秒停止*后一台;
| 3VA2110-7JQ32-0AA0 | 3VA2C160 R100 ETU560 F/3P |
| 3VA2116-7JQ32-0AA0 | 3VA2C160 R160 ETU560 F/3P |
| 3VA2216-7JQ32-0AA0 | 3VA2C250 R160 ETU560 F/3P |
| 3VA2225-7JQ32-0AA0 | 3VA2C250 R250 ETU560 F/3P |
| 3VA2325-7JQ32-0AA0 | 3VA2C400 R250 ETU560 F/3P |
| 3VA2340-7JQ32-0AA0 | 3VA2C400 R400 ETU560 F/3P |
| 3VA2440-7JQ32-0AA0 | 3VA2C630 R400 ETU560 F/3P |
| 3VA2450-7JQ32-0AA0 | 3VA2C630 R500 ETU560 F/3P |
| 3VA2463-7JQ32-0AA0 | 3VA2C630 R630 ETU560 F/3P |
| 3VA2025-8JQ32-0AA0 | 3VA2L100 R25 ETU560 F/3P |
| 3VA2040-8JQ32-0AA0 | 3VA2L100 R40 ETU560 F/3P |
| 3VA2063-8JQ32-0AA0 | 3VA2L100 R63 ETU560 F/3P |
| 3VA2010-8JQ32-0AA0 | 3VA2L100 R100 ETU560 F/3P |
(3) 当第一台电动机出现故障时,该电动机需要立即停止运行;后面两台每隔3秒停止;当第二台故障时,前两台需立即停止运行,*后一台3秒后停止运行;当*后一台故障时,所有电机均应停止运行;
(4) 每台电动机需要有手动调试按钮,手自动两种模式需要有互锁;
(5)若在自动模式下运行时,任意一台电动机在运行不得转换手动模式,需停止后手动模式方可有效;
(6)按下急停时,所有电动机均停止运行;
看完以上控制要求后,我们就得其进行分析,首先有手自动两部分组成,并且在自动模式下,不能马上切换手动模式,需要正常停止后再切手动模式再有效;其次,为了程序结构更直观、更好地便于理解,我们可以把手自动两部分做成两个子程序,在不同的模式下调用不同的子程序就行。
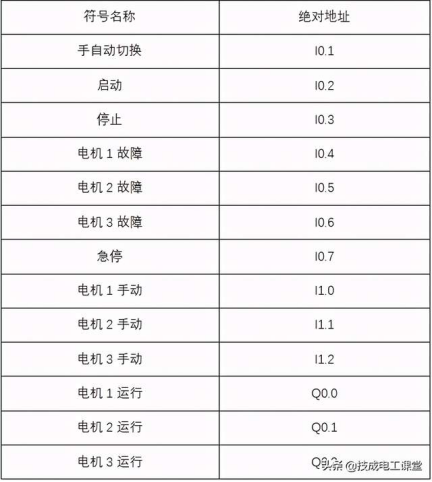
接着,分析完要求后当然就是针对会用到的一些变量分配IO表了,见下图
*后,就是我们的核心部分--程序的设计编写。
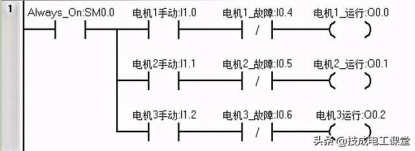
第一步:根据开始我们对项目要求的分析,可以设计成两个子程序;先是手动程序
手动程序很简单,在没有故障的时候可以对每台电机单独点动运行
第二步:自动程序,也是*重要*关键的一部分

1、 根据项目要求,我们也可以分为启动部分和停止部分及故障部分
先是启动部分,在没有故障时当按下启动按钮,立即启动*后一台电机,每间隔3S后启动下一台电机;
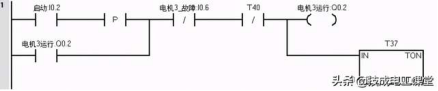
2、3S后启动第二台电机

3、第二台电动机启动后3S启动第一台电机

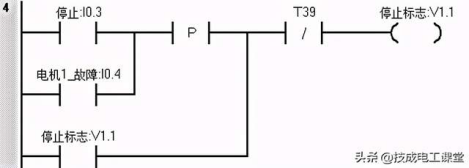
4、启动完成后电机正常运行,下面是停止及故障部分的程序,在没有故障时按下停止按钮,*先停止第一台电机;若第一台电机出现故障时,亦是立即停止
5、第一台停止后3S停止第二台电机
6、第二台停止后3S停止第三台电机,若第二台电机故障时,第三台延时停
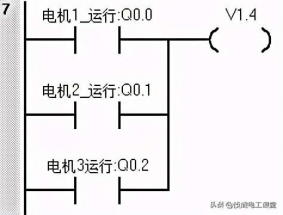
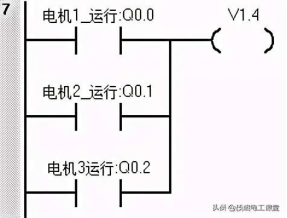
7、任何一台在运行时运行指示都为1
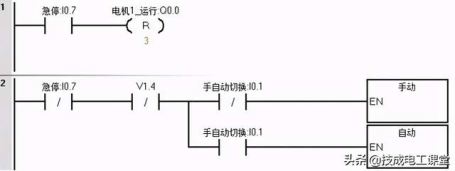
第三步,就是对手自动两个程序在主程序MAIN中调用
1、在按下急停时,停止所有电机
2、 在未按下急停时,默认为手动模式;当在自动模式有电机在运行则无法转换手动模式;
需要注意的是,当在自动模式运行时,若断开手自动切换按钮,自动子程序则不再扫描,而输出会保持在断开扫描之前的结果
西门子PLC模块控制器CPU416-3PN/DP,西门子PLC模块,控制器,CPU416-3PN/DP,电源模块,触摸屏供应西门子PLC模块,控制器,CPU416-3PN/DP,电源模块,触摸屏供应西门子PLC模块,控制器,CPU416-3PN/DP,电源模块,触摸屏供应西门子PLC模块,控制器,CPU416-3PN/DP,电源模块,触摸屏供应
