西门子S7-400模块CPU416-3PN/DP西门子S7-400模块CPU416-3PN/DP
SIMATIC S7-200 SMART (Mao, Dong)
小型可编程控制器 & SMART LINE 精彩系列面板
| 6ES7288-1SR30-0AA1 | S7-200 SMART,CPU SR30,标准型 CPU 模块,继电器输出,220 V AC 或110 DC供电,18 输入/12 输出 |
| 6ES7288-1ST30-0AA1 | S7-200 SMART,CPU ST30,标准型 CPU 模块,晶体管输出,24 V DC 供电,18 输入/12 输出 |
| 6ES7288-1SR40-0AA1 | S7-200 SMART,CPU SR40,标准型 CPU 模块,继电器输出,220 V AC或110 DC 供电,24 输入/16 输出 |
| 6ES7288-1ST40-0AA1 | S7-200 SMART,CPU ST40,标准型 CPU 模块,晶体管输出,24 V DC 供电,24 输入/16 输出 |
| 6ES7288-1SR60-0AA1 | S7-200 SMART,CPU SR60,标准型 CPU 模块,继电器输出,220 V AC 或110 DC供电,36 输入/24 输出 |
| 6ES7288-1ST60-0AA1 | S7-200 SMART,CPU ST60,标准型 CPU 模块,晶体管输出,24 V DC 供电,36 输入/24 输出 |
 西门子S7-200SMART如何画圆
西门子S7-200SMART如何画圆
一、 实验设备介绍
(1) 西门子S7-200SMART系列PLC,CPU型号为ST20。
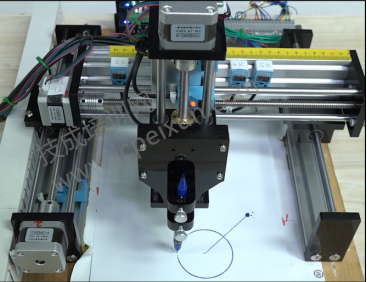
(2) XYZ轴平台一套,该平台有三个步进驱动器,三套电机配合丝杆,在本例子因ST20型号的CPU只支持2轴高速脉冲输出,所以只驱动X轴和Y轴。实验平台如下图所示:
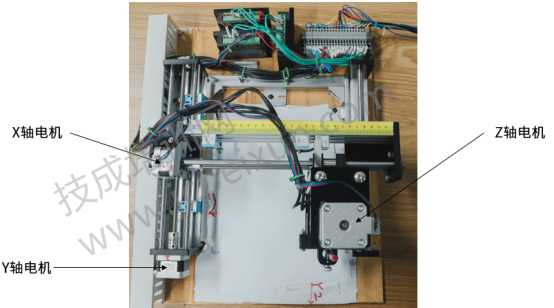
注:定义往电机方向移动为正方向,丝杆的逻辑为4mm,步进驱动的细分设置为3200个脉冲一转。
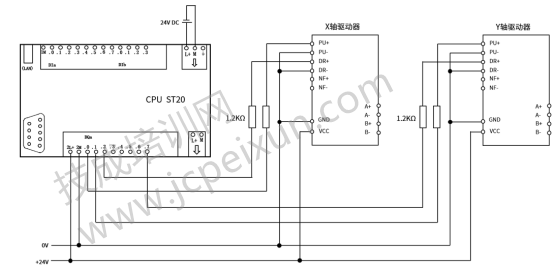
CPU输出端Q0.0和Q0.2分半为X轴的脉冲和方向信号,Q0.1和Q0.7位Y轴的脉冲和放信号,步进驱动器有PLC的接线图如下所示:
二、 走圆轨迹算法说明
西门子S7-200SMART系列PLC不支持圆弧插补功能,所以需要自己根据算法进行计算后分别驱动X轴和Y轴的移动从而来实现画圆功能
要驱动XY轴画圆,可采用极限逼近法,把画圆弧变成画线段,如下图所示左侧为六等分,角度a=30°,右侧为十二等分,角度a=15°。
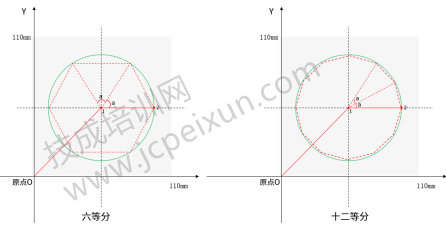
从上图中可以看出,当等边多边形的边越多时,则多边形的轨迹就越和圆相近,所以当角度a足够小时,则得到的多边形轨迹就越与圆接近。
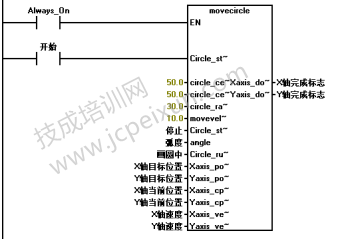
根据以上分析需要完成画圆功能,我们需要知道“圆心坐标值”、“圆的半径”、“画圆的速度”,然后根据分为三部分来实现:
(1)画笔移动到圆上
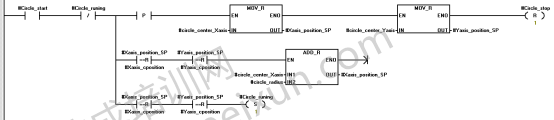
把XY轴分别回原点,回原点后的位置默认为XY平面坐标的原点,然后由原点移动到圆心坐标,如下图所示1#点为圆心,2#点为圆上点。
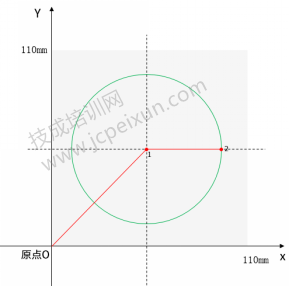
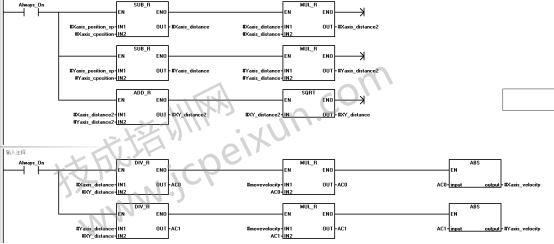
假设1#点的坐标为(X1,Y1),速度为V,则X轴移动的距离为X1,Y轴移动的距离为Y1。根据勾股定理可计算出原点到圆心的距离“Y(0→1)”、X轴移动速度“VXaxis”和Y轴移动速度“VYaxis” ,计算公式如下所示:

当画笔到达1#点后,然后Y轴不动,X轴以V的速度移动半径R的距离到达圆上2#点位置,假2#点的坐标为(X2,Y2)
(2)画笔开始画圆
画笔从2#点位置开始移动画圆,假设下个圆上的点为3#点,坐标为(X3,Y3),从圆心到3#点和从圆心到2#点的角度为a,如下图所示:
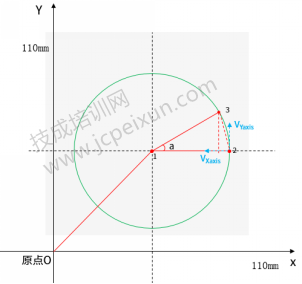
根据三角函数可计算出3#点的坐标(X3,Y3)的值分别为:
X3=Cos(a)*R X1,Y3=Sin(a)*R Y1
根据勾股定理可计算出XY轴要移动的距离 “Y(2→3)”的值。X轴移动速度“VXaxis”和Y轴移动速度“VYaxis” ,计算公式如下所示:

注:此时X2和Y2为X轴和Y轴的当前位置,X3和Y3为X轴和Y轴要移动的目标位置,速度需要取**值。
同理:当画笔到达3#点后,角度变为2a,则对应的圆上点为4#点,坐标为(X4,Y4),如下图所示:
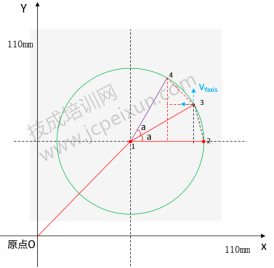
根据三角函数可计算出4#点的坐标(X4,Y4)的值分别为:
X4=Cos(2a)*R X1,Y4=Sin(2a)*R Y1
根据勾股定理可计算出XY轴要移动的距离 “Y(3→4)”的值。X轴移动速度“VXaxis”和Y轴移动速度“VYaxis” ,计算公式如下所示:
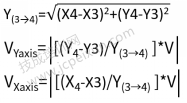
注:此时X3和Y3为X轴和Y轴的当前位置,X4和Y4为X轴和Y轴要移动的目标位置,速度需要取**值。
依次下去,每走完一次后,角度自加一次,当角度值大于360°时,则认为画圆完成。
三、PLC程序设计
根据分析,对于S7-200SMART系列PLC的程序设计主要分为“运动向导的组态配置”、“初始与会原点程序”、“速度计算程序”、“开始画圆程序”
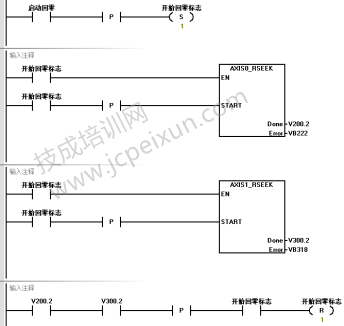
(1)初始化和回原点
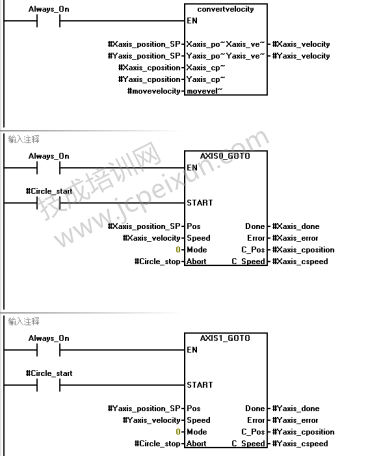
(2)速度换算程序
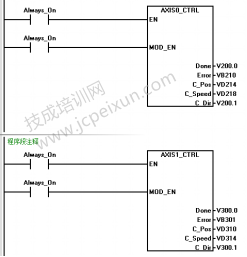
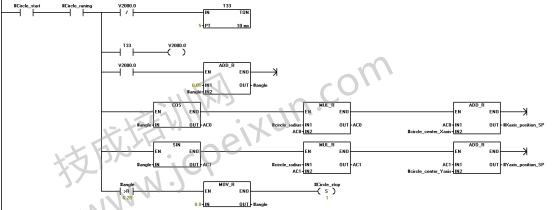
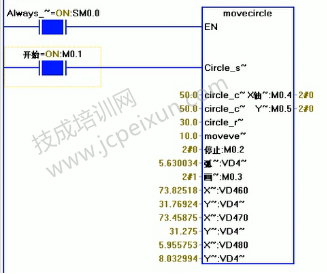
(3)画圆程序
子程序内部程序
四、实验效果展示
西门子S7-400模块CPU416-3PN/DP,西门子S7-400模块,CPU416-3PN/DP,PLC模块,电源供应西门子S7-400模块,CPU416-3PN/DP,PLC模块,电源供应西门子S7-400模块,CPU416-3PN/DP,PLC模块,电源供应西门子S7-400模块,CPU416-3PN/DP,PLC模块,电源供应
